|
|
| Merknaam: | Kingrail |
| Modelnummer: | 115 RE |
| MOQ: | Overeen te komen |
| Prijs: | Bespreekbaar |
| Levertijd: | 1-30 werkdagen |
| Betalingsvoorwaarden: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
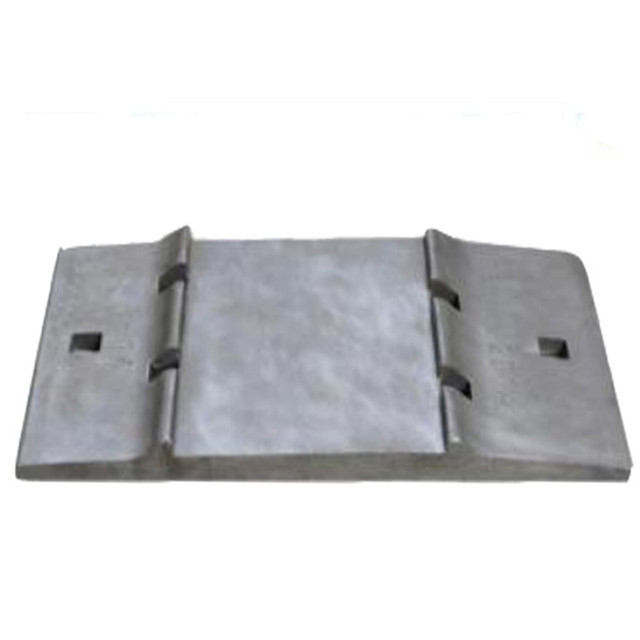
Inleiding van Spoorwegdwarsbalken die het Gebruik van de Bandplaat voor Spoor op of Concrete Dwarsbalken bevestigen
Een bandplaat, een grondplaat of de enige die plaat zijn een staalplaat op sporen tussen van een flens voorzien t-spoor en de dwarsverbindingen wordt gebruikt. De bandplaat verhoogt lagergebied en houdt het spoor om maat te verbeteren. Zij worden vastgemaakt aan houten banden door middel van aren of bouten door gaten in de plaat.
Materiaal: Staal, Q235, Q345
Oppervlakte: Geplateerde het zink, de Hete Gegalvaniseerde Onderdompeling, Vlakte, schilderden zwarte Deklaag,
Proces: Gestampt, het gieten
Kleur: Zelfkleur, zilver of anderen
Één of andere specificatie van het gieten van materiaal zoals hieronder:
1. Productie voor Spoorwegdwarsbalken die het Gebruik van de Bandplaat voor Spoor op of Concrete Dwarsbalken bevestigen
De steunende plaat van het spoorweggietijzer wordt geproduceerd door de verloren schuimmethode, en in een midden de frequentie elektrische oven van 60kg uitgesmolten. Tijdens het het gieten proces, wordt de vacuümgraad gehandhaafd bij 0,03 MPa, en de het gieten temperatuur is 1580°C. Zijn chemische samenstelling w is: 0.46%C, 0.23%Si, 0.59%Mn, 0.015%S, 0.024%P. Nadat het afgietsel in dozen wordt gedaan, wordt het geschoten vernietigd en dan onthard. Het thermische behandelingsprocédé is: het verwarmen temperatuur 850℃; holdingstijd 2h, die aan kamertemperatuur met de oven koelen (totale 12h).
2. Organisatorische analyse van de breuk van de OEM van het ijzerstootkussen Hete Smeedstuk Gesmede gietende Plaat van de Spoorwegband van Spoor het Vastmaken
Het lichaam wordt bemonsterd, en de zoals-gietvorm en de thermisch behandelde afgietsels worden gesneden afzonderlijk direct met een draadsnijmachine, en het middendeel wordt gesneden en in verscheidene 10mm×15mm metallographic steekproeven voorbereid. Neem de metallographic structuur met een metallographic microscoop waar. Het is de zoals-gietvormmicrostructuur. Men kan zien dat de zoals-gietvormstructuur van het afgietsel van de ijzer steunende plaat ferriet + pearlite + Widmanstatite is. Onder hen, is de Widmanstatite-structuur een ononderbroken netwerk, en een kleine hoeveelheid acicular Widmanstatten breidt zich in de kristalkorrels uit. De onderzoeksresultaten tonen aan dat wanneer de koolstofinhoud van gegoten koolstofstaal 0,3% overschrijdt, de Widmanstatten-structuur zal worden veroorzaakt wanneer de korrels ruw zijn. De belangrijkste factoren die de vorming van Widmanstatten-structuur beïnvloeden omvatten hoofdzakelijk: austenite korrelgrootte, het koelen tarief en chemische samenstelling. Deze Widmanstatten-structuur is bros. Daarom om de effectweerstand van het steunende plaatafgietsel te verbeteren, moet het door normaliserende of onthardende thermische behandeling worden geëlimineerd. De fabriek gebruikte oorspronkelijk onthardende thermische behandeling, die de microstructuur van de steunende plaatafgietsels na onthardende behandeling is, en er een hoop van lat-vormige Widmanstatite is. Men kan beoordelen dat de onthardende behandeling geen hoop van lat-vormige Widmanstatite elimineerde. Dientengevolge, veroorzaakte het bestaan van een hoop van lat-vormige Widmanite de steunende plaatafgietsels om te breken wanneer onderworpen aan effect na wordt onthard. Na zorgvuldige inspectie van het onthardende materiaal, vond men dat de het verzegelen prestaties van de onthardingsovendeur slecht waren, en het instrument van de temperatuurcontrole van de onthardingsoven was beschadigd. Procesvereisten.
3. Verbetering van OEM van het de productieproces van het ijzerstootkussen de Hete Smeedstuk Gesmede gietende Plaat van de Spoorwegband van Spoor het Vastmaken
Gebaseerd op de bovengenoemde analyseresultaten, worden de verbeteringsmaatregelen voorgesteld: de re-reparatie het onthardende materiaal, verbetert de het verzegelen prestaties van de onthardingsovendeur, en zorgt ervoor dat de temperatuur in de oven aan de procesvereisten voldoet. Na rectificatie, wordt het originele onthardende proces nog uitgevoerd, en de ongeschikte afgietsels worden opnieuw verwarmd. Na metallographic inspectie, vindt men dat de afgietsels van het ijzerstootkussen na onthardende behandeling niet meer een hoop van lat-als Widmanstatite hebben. De resultaten van de effecttest tonen aan dat er niet meer om het even welk kwaliteitsprobleem is dat aan breuk wanneer onderworpen aan effect naar voren gebogen is. wegens de eenvoudige structuur van het stuk om het proces te vereenvoudigen, de productiecyclus te verkorten, productieefficiency te verbeteren, en kosten, volgens de vorm en de structurele kenmerken van het afgietsel te drukken, wordt het het normaliseren proces goedgekeurd. De specificaties zijn als volgt: het verwarmen temperatuur 850 ℃; holdingstijd 1h, luchtkoeling aan kamertemperatuur. Nadat de fabriek het het normaliseren proces goedkeurde, braken de afgietsels van de ijzer steunende plaat niet onder hetzelfde effect. De productiecyclus wordt verkort, is de productieefficiency beter, en de kosten worden gedrukt.
Kingrail is specilized in het leveren van diverse bandplaten om het Staalsporen van UIC, van 54kg, van 60kg, van RE115-119, van RE132-136, van BS75A, van 80A, 90A100A-, enz. aan te passen.
Andere die producten door Kingrail worden geleverd:
De reserveonderdelen van de spoorauto: wielen, assen, lagers, toestellen, koppelingen, enz.
De materialen van het spoorwegspoor: Bandplaten, lasplaten, schroefaren, bouten en noten, staalsporen en toebehoren, gezamenlijke bar, maatstaaf, enz.
1. Spoorweglasplaat/de Gezamenlijke Bar van de Staaflas
1) Type: Aan 90ARA, 100RE, 115RE, 132RE ondersteunend de de markten gezamenlijke bar van Noord-Amerika.
Aan UIC50, UIC54, UIC60 ondersteunend Europa, Azië, en de de vissenplaten van Afrika.
Aan TJ45; TJ57 het steunen van de bar van de de marktenlas van Zuid-Amerika.
Aan BS60; BS75; BS80A, BS90 ondersteunend de Britse lasplaten van de Commonwealth.
2) Grondstof: 45#, 50#, B7, enz.
3) Oppervlakte: Natuurlijk of Verf.
2. De Grondplaat van het spoorwegspoor/de Plaat van het Spoorstaal
1) Type: VOOR HET SPOOR VAN 100RE, VAN 115RE, VAN 132RE, VAN 136RE, VAN 90ARA-A, VAN UIC50, VAN UIC54, VAN UIC60, VAN TJ45, VAN TJ57, VAN BS69, VAN BS75, VAN BS80A, BS90-, ENZ.
2) Grondstof: 45#, QT400-15, QT450-10.QT500-7.
3) Proces: Het smeden, Gerold Gieten.
4) Oppervlakte: Natuurlijk, Olie, enz.
3. Schroefaar/het Spoorbevestigingsmiddelen van de van de Dwarsbalkschroef/Spoorweg
1) Type: Ss de reeksen regelen aren van Ss1/130 aan de vierkante aar van Ss25/165 en van BS, Verdraaide aar, 70 typearen, enz.
2) Grondstof: Q235, 45#, 55#, 55Q, enz.
3) Rang: 4.6, 4.8, 5.6, 8.8.
4) Oppervlakte: Natuurlijke (olie), Zwarte verf, Zink, enz.
4. Hondaar/de Aren van het van de Spoorwegaar/Spoor
1) Type: 5/8×6 ' ‚9/16×5-1/2‘ ‚, 3/8×3-1/2‘ ‚, 1/2×3-1/2‘ ‚, 16×16×165,15.9×139.7; enz.
2) Grondstof: Q235, 55#, 45#, 40Mn2, 20MnSi; enz.
3) Rang: 4.6 4,8 5,6 6,8 10,9 12,9.
4) Oppervlakte: Natuurlijk, Zwart, Zink; enz.
5. Spoorclip/e klem/snel Clip/SKL-Klem/Pandrol-Klem
1) Type: E1609, E1809, E1817, E2055, E2056, E2009, E2001, E2006, PR401, PR309, ENZ.
2) Grondstof: 60Si2MnA, 38Si7, enz.
3) Oppervlakte: Natuurlijk (olie); Zwarte Verf; Kleurenverf; Zink; enz.
6. Fishtail Bout/Fishbolt van de Bout de Gezamenlijke Bar
1) Type: Aan 115RE; 132RE gezamenlijke bar ondersteunend de ons-Gemaakte AREMA-spoorbouten;
Aan UIC54; UIC60 lasplaat ondersteunend de UIC-spoorbouten en vierkante bouten;
Aan BS60; BS75 vissenplaat die de Europese standaardvissenbout aanpassen.
Aan TJ45; TJ57-lasbar ondersteunend standaardfishtail van Zuid-Amerika bout.
Spoorwegbouten: T-bout, HS26, HS32-reekst-bout, opkomst, hexuitdraaibout, Metrobouten.
2) Rang: 4.6, 4.8, 8.8, 9.8, 10.9, 12.9, enz.
3) Materiaal: Q235, 35#, 45#, 40Cr; enz.
7. Rubberstootkussen/onder Spoorstootkussen/Rubber Kruisingsplaat
1) Type: R54 1435mm, R54 1067mm, R60 1435mm, ZW687, ZW700.
Pandrolreeks #7, #8, #9, #11, #12, de Nylon Isolatie van #13.
2) Grondstof: Rubber.
3) Oppervlakte: Natuurlijk.
8. Klemplaat/Spoorklem/Ankerplaat
1) Type: KPO1, KPO3, KOP06, 9116/08/29; 9116/08/37; 9216/08/40,9216/08/44, enz.
2) Grondstof: Q235.45#, enz.
3) Oppervlakte: Natuurlijk, Zwart Verf, Zink, enz.
9. Spoorschouder
1) Type: For90RE, het spoor van 100RE, van 115RE, 136RE-, enz.
2) Grondstof: Qt400-15.qt450-10.qt500-7, enz.
3) OPPERVLAKTE: Natuurlijk.
10. De Opkomst van het staalspoor/Spoorschakelaar
1) Gebruikt in UIC54, UIC60,54E1,60E1,115RE, 132RE, BS80A, spoorwegspoor.
2) Specificatie: UIC54, UIC60,115RE, 132RE, 100RE, BS80A, 60E1,54E1.
3) Grondstof: Hoog Mangaanstaal
![]()
![]()