|
|
| Merknaam: | Kingrail |
| Modelnummer: | SSR |
| MOQ: | Overeen te komen |
| Prijs: | Bespreekbaar |
| Levertijd: | 1-30 werkdagen |
| Betalingsvoorwaarden: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
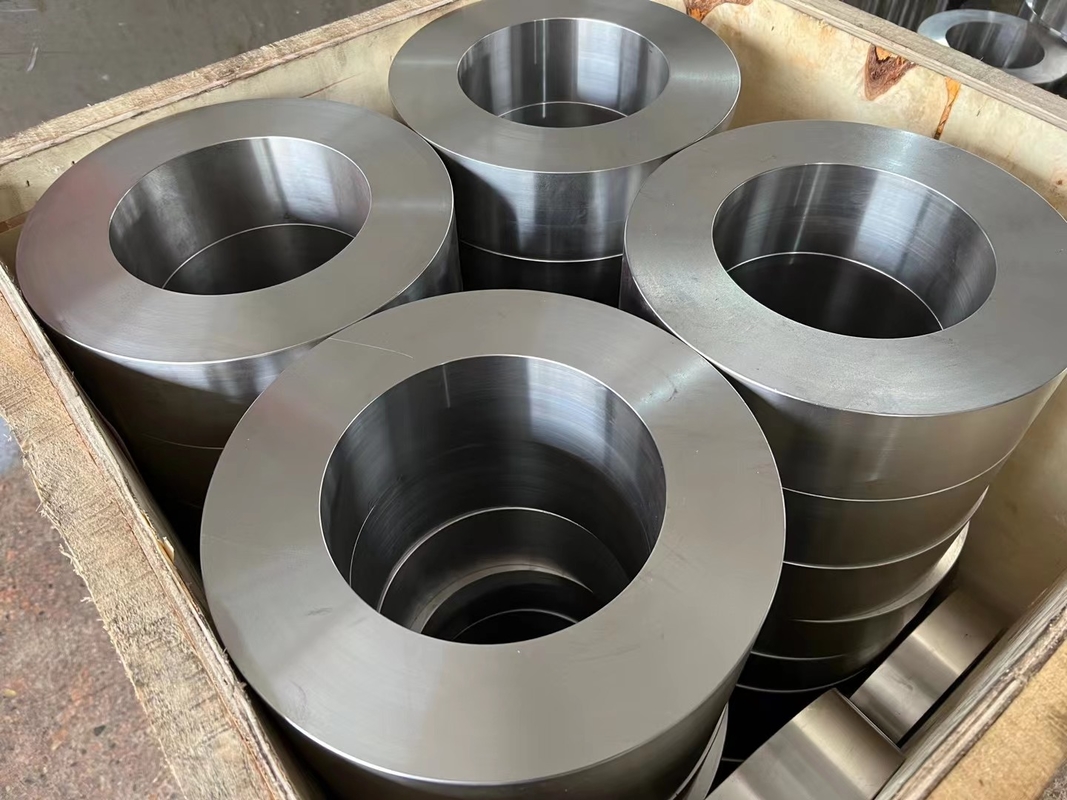
Productie van Open van het de Precisieroestvrije staal van het Matrijzensmeedstuk de Bandring van Ring Part Stainless Steel Flat
![]()
Productie Feathurs:
Geen MOQ, keurt OEM volgens de verzoeken van de klant goed.
Een dovend apparaat van het ringssmeedstuk omvat een watertank voor het doven van ringssmeedstukken, wordt een pijp van de waterinham geschikt in de watertank, wordt het eind van de pijp van de waterinham gevestigd in het centrum van de watertank, en de richting van de waterafzet van de pijp van de waterinham is verticaal stijgend, en de pijp van de waterinham wordt geschikt in de watertank. Een aantal drijvende kracht en een drijfapparaat om de drijvende kracht worden te drijven om te roteren gelijk geschikt rond de tank, en elke drijvende kracht ziet het centrale deel van de watertank onder ogen. Het gebruiksmodel is geschikt om ringssmeedstukken te doven, die de temperatuur van het doven middelgrote eenvormig kunnen maken, die voordelig is vermijden barstend tekorten en lage het doven efficiency in het het doven procédé van de ringssmeedstukken, en zeer het tarief van de productkwalificatie en productieefficiency verbetert.
Het goedgekeurde productieproces van hardheidshomogenisatie binnen en buiten smeedstukken omvat de volgende stappen: Het doven: Verwarm het werkstuk zo spoedig mogelijk aan 880±5°C, en voer dan het eerste hittebehoud uit. De eerste tijd van het hittebehoud is evenredig aan de dikte van het werkstuk. Wanneer de dikte 1 duim is, is de holdingstijd 0,5 tot 1 uur. Na de eerste holdingsperiode, wordt de waterkoeling uitgevoerd; De tweede holdingstijd is evenredig aan de dikte van het werkstuk. Wanneer de dikte van het werkstuk 1 duim is, is de holdingstijd 1 tot 1,5 u. Na de tweede holdingstijd, wordt de temperatuur van het werkstuk verminderd aan 620±5℃ en dan wordt de derde holdingstijd uitgevoerd. , Is de derde holdingstijd evenredig aan de dikte van het werkstuk. Wanneer de dikte van het werkstuk 1 duim is, is de holdingstijd 1 tot 1,5 u. Na de derde holdingstijd, worden de smeedstukken verkregen door aan kamertemperatuur luchtkoeling.
Wanneer het verwarmen van grote smeedstukken, als de het laden temperatuur te hoog is of de het verwarmen snelheid te snel is, zal het temperatuurverschil tussen de kern en de oppervlakte van het smeedstuk te groot zijn, resulterend in bovenmatige interne spanning en barsten. Daarom wanneer het verwarmen van grote smeedstukken, om de oventemperatuur te hoog het zijn en de het verwarmen te verhinderen snelheid die, zouden de maatregelen van de hittebescherming over het algemeen moeten worden goedgekeurd te snel zijn.
Onze workshopdekking over 8000㎡, die elektrische ovens omvatten, sterft smeedstukkenmachines, CNC machinaal bewerkend centrum, thermische behandeling en allerlei het testen materiaal. Met deze geavanceerde faciliteiten & instrumenten, kunnen wij de hoogte - kwaliteitsafgietsels en smeedstukken aan onze klanten leveren, en maken producten die aan uitvoerige inspectievereisten op chemische samenstelling, mechanische eigenschappen, het niet destructieve testen en hoge nauwkeurige dimensionale inspecties voldoen.
De smeedstukken impliceren vele industrieën zoals mijnbouw, techniek, auto, olie en gas. Het materiaal heeft koolstofstaal, legeringsstaal, roestvrij staal, messing en aluminium. De waaier van het eenheidsgewicht van 0.05kg-1500kg.
De hoofdlijst van het Productiemateriaal van open matrijs die vrije gesmede producten voor projectsy auto en kraan smeden
| Nr. | Materiaal | Type | Qty | Status | Nota |
| 1 | Verticale draaibank | VTC6070 | 36 | het werken | Eindigende workshop |
| 2 | VMC | Avl-860 | 3 | het werken | Eindigende workshop |
| 3 | VMC | VMC850B | 14 | het werken | Eindigende workshop |
| 4 | Multifunctionele machine | HTC2050n | 20 | het werken | Eindigende workshop |
| 5 | CAK | 5085di | 10 | het werken | Eindigende workshop |
| 6 | Steyrcnc draaibank | CK7520ACK50 | 8 6 | het werken | Eindigende workshop |
| 7 | Malen en boringsmachine | XZ8210C | 2 | het werken | Eindigende workshop |
| 8 | CNC malen en boringsmachine | Ty-ZT5060 | 6 | het werken | Eindigende workshop |
| 9 | OD malenmachine | MB32BX500 | 2 | het werken | Eindigende workshop |
| 10 | Luchtcompressor | Hlgd-75 | 1 | het werken | Eindigende workshop |
| 11 | Verticale boringsmachine | Z5140A | 6 | het werken | Eindigende workshop |
| 12 | Opgeschort CNC het onttrekken van machine | SKXFGS.PS | 5 | het werken | Eindigende workshop |
| 13 | CNC het hobbing machine | YK3180CNC3 | 6 | het werken | Eindigende workshop |
| 14 | Het merken van machine | HZP-90*160D enz. | 6 | het werken | Eindigende workshop |
| 15 | Aardgasoven | Wls-DZ-001 enz. | 2 | het werken | Smeedstukworkshop |
| 16 | Luchthamer | C41-2000 enz. | 15 | het werken | Smeedstukworkshop |
| 17 | Pers | J53-2500C enz. | 18 | het werken | Smeedstukworkshop |
| 18 | Rings rollende machine | D51-450A enz. | 8 | het werken | Smeedstukworkshop |
| 19 | Elektrische oven | Kgps-600KW enz. | 10 | het werken | Smeedstukworkshop |
| 20 | Compressor | 175A-20.5 enz. | 3 | het werken | Smeedstukworkshop |
| 21 | CNC zaagmachine | GZ4232 | 16 | het werken | Grondstoffenworkshop |
| 22 | Automatische normalisatieoven | Hrdw-600KW | 8 | het werken | Thermische behandelingsworkshop |
| 23 | De opgeschorte oven van de gasnormalisatie | Wd-0138 | 2 | het werken | Thermische behandelingsworkshop |
| 24 | Geschotene het vernietigen machine | Q3210, Q69 enz. | 4 | het werken | Eindigende workshop |